TR
TR EN
EN






























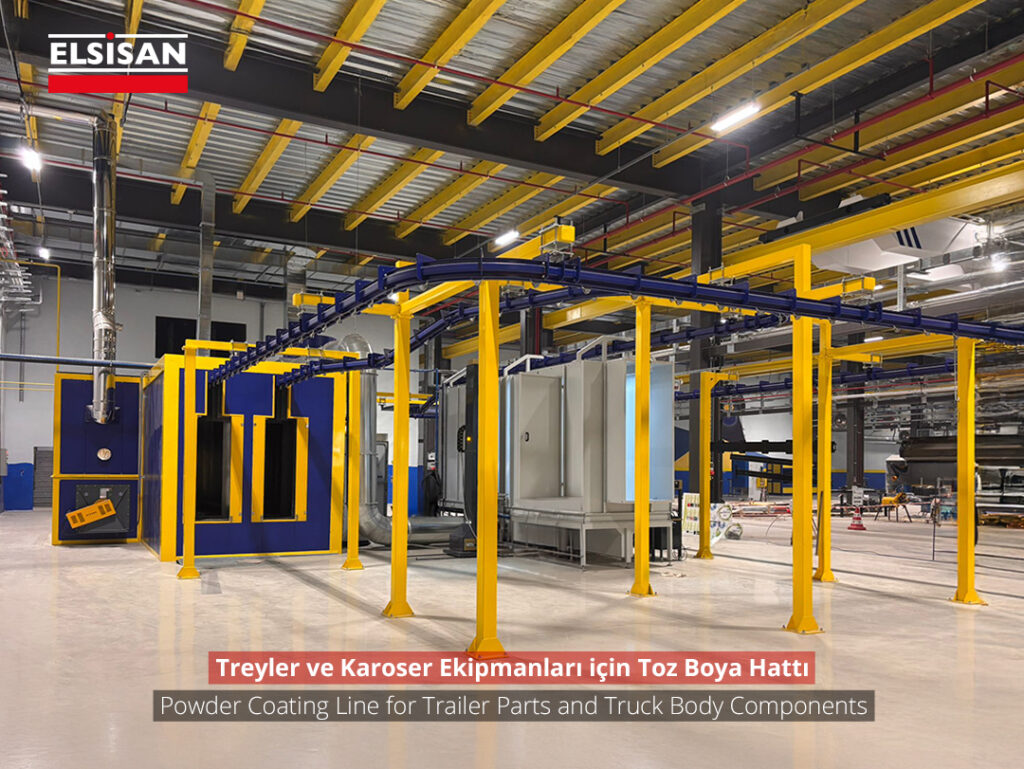
Müşterilerin talepleri doğrultusunda tasarlanan Toz Boya Tesisleri kimyasal temizlik hattı, kurutma fırını, toz boya kabini ve kürleme fırınlarından oluşmaktadır.
Müşterilerin talepleri doğrultusunda tasarlanan Toz Boya Tesisleri kimyasal temizlik hattı, kurutma fırını, toz boya kabini ve kürleme fırınlarından oluşmaktadır.
Toz boya tesisleri metal parçaların tozboya ile kaplanması için kullanılır, konveyör hattına dizilen parçalar önce üzerindeki yağ, kir ve pastan arındırılmak üzere yüzey işlem yıkama tesisinden geçirilir, bu tesis kalite beklentisine göre demir fosfat, çinko fosfat, nano teknoloji veya sadece yağalma kimyasalı kullanılmak üzere tasarlanır, yüzeyi hazırlanan malzemeler kurutma fırınında kurutulur ve toz boya uygulamasına hazır hale getirilir, konveyör vasıtası ile toz boya uygulama kabinine giren parçalar robot veya manuel olarak toz boya tabancaları ile boyanır, devamında toz boyanın kürlenmesi için gerekli ısı ve zaman ayarı yapılmış fırına iletilir, kürlenme işlemi tamamlanan parçalar soğutulduktan sonra boşaltma bölümünde konveyörden boşaltılır.
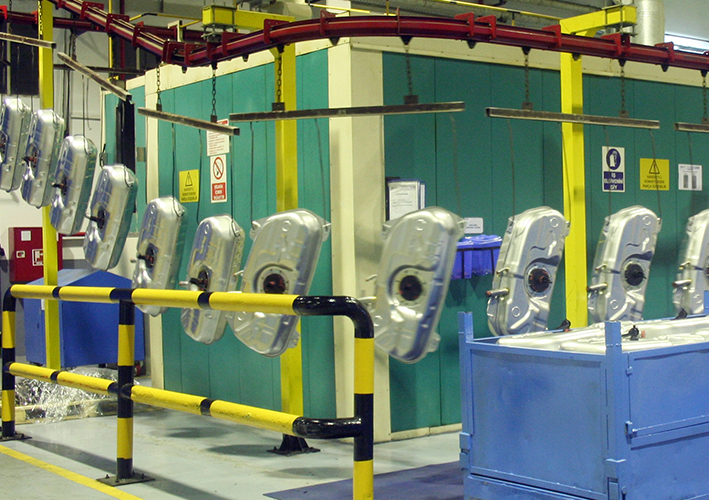
1.Yükleme Bölgesi: Kaynak hattından gelen parçaların boyama için konveyör hattına yüklendiği bölümdür.
2.Kimyasal Temizlik Hattı: yükleme hattından gelen parçalar ilk işlem olan yıkama hattına girer, yıkama hattı bu örnek projede yağlama, durulama, demir fosfat, durulama, durulama olarak sıralanmıştır.
3.Kurutma Fırını: Kimyasal temizlik hattında yıkanan parçalar kurutma fırınına girer, fırın sıcaklığı 100°C ile 120°C arasında ayarlıdır, parça yüzeyi toz boya işlemi için tamamen kuru hale getirilir.
4.Toz Boya Kabini: kurutma fırınından çıkan ve soğutma bölgesinde soğuyan parçalar boya kabinine girer, burada manuel veya robotik uygulama yapılabilmektedir, kabin SPK olarak adlandırdığımız zeminden süpürmeli tip kabindir, yani uygulama sırasında kabin zeminine dökülen toz boyalar otomatik hareketli manyetik süpürge vasıtası ile süpürülür ve elek depoya iletilir.
5.Personel Yükseltme Platformu: Kabindeki boyama işlemi eğer parçalar yüksek ve manuel uygulama yapılıyorsa personelin üst noktalara ulaşması zor olacaktır, bu amaçla personel yükseltme platformu yerleştirilmiştir. Üst kısımlar boyanırken personel bir butona basarak istediği yüksekliğe ulaşabilir.
6.Toz Boya Uygulanmış Parçalar: Kabinden çıkan parçalar konveyör ile toz boya kürleme fırınına doğru ilerler.
7.Toz Boya Kürleme Fırını: Toz boya uygulanmış parçalar ortalama 200°(Boya özelliğine göre sıcaklık değişebilmektedir.) sıcaklıkta fırına sevk edilir. Yaklaşık 20 dk. Fırınlama yapılır ve kürlenen parçalar fırından çıkarılır.
8.Soğuma Bölgesi: fırından çıkarılan parçalar hem yüzey kalitesi, hemde boşaltma bölümündeki personelin boşaltabilmesi için soğutulmuş olması gereklidir. Bu amaçla fırından çıkarılan parçalar bir müddet konveyörde dolaştırılır ve soğuma sağlanır.
9.Boşaltma bölgesi