TR
TR EN
ENEngineering Principles and Industrial Applications of different spray booth designs
Introduction
Enclosed spray booths are engineered painting environments designed to provide controlled airflow, contamination prevention, and consistent coating quality. By managing air movement, filtration, and extraction systems, these booths ensure efficient overspray removal while protecting both the operator and the surrounding environment.
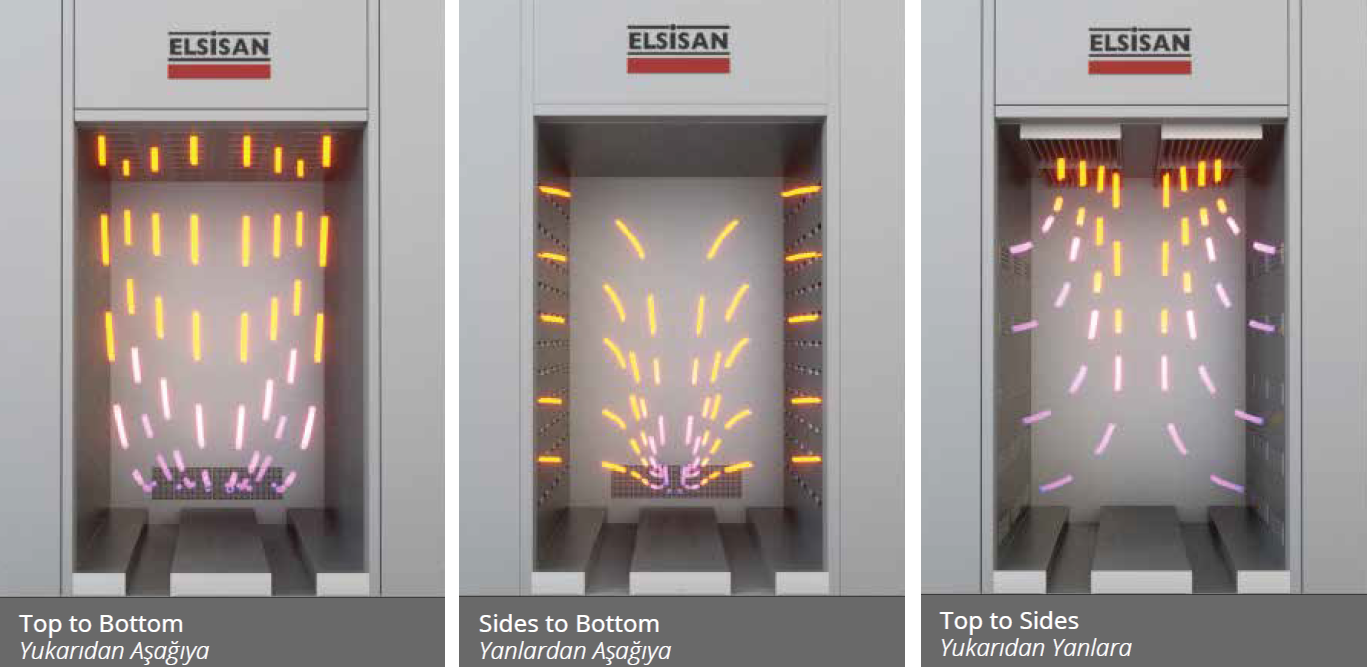
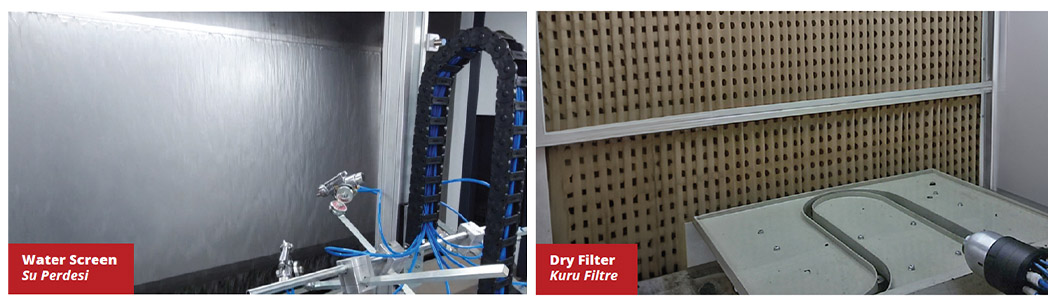
The selection of booth configuration depends on required finish quality, production volume, available space, and investment level. The three most common airflow configurations are Cross Draft, Side-Downdraft, and Full Down (Downdraft) systems. This article focuses on dry filter spray booth systems. For a detailed overview of filtration types used in spray booths, see our dedicated article: Filtration Types in Spray Booths.
1) Spray Booth Types
Let’s examine different spray booth types and have a quick overview of different models.
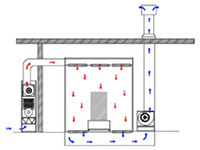
A) Cross Draft Spray Booths
The Cross Draft system is the most economical enclosed spray booth configuration. It operates with horizontal airflow across the working area. Due to its simple design and cost efficiency, it is widely used in general industrial applications.

Air Flow Principle
Air enters from one wall and moves horizontally across the painted object before being extracted from the opposite wall.
Advantages
- Lower investment cost compared to other models
- No pit requirement like the downdraft floor pits
Recommended Applications Areas
- Suitable for parts that are painted from one direction.
- Industrial equipment
- Medium-quality coating processes
B) Side DownDraft System
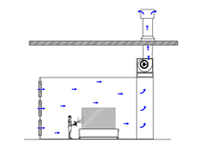
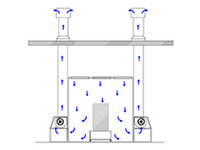
A Side Downdraft Spray Booth is a painting system where filtered air enters from the ceiling and moves downward over the workpiece, then is extracted through exhaust filters located on the lower side walls of the booth. It provides near-downdraft performance without requiring a full floor exhaust system.

Airflow Principle
Fresh filtered air enters through ceiling filters. Air flows vertically downward over the painted object. Contaminated air and overspray are drawn toward the lower side wall exhaust filters. The airflow combines vertical downward movement with side extraction.
Advantages
- No need for a full floor pit system
- Lower installation cost than full downdraft
- Suitable for large and heavy objects
Recommended Application Areas
Customers who don’t prefer pit construction work and cannot have construction in their factory floors for a downdraft airflow. Suitable for large and heavy products that may require strong flooring.
- Industrial manufacturing plants
- Large metal structures
- Truck and bus painting
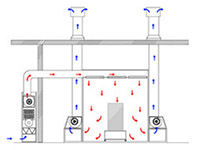
C) Full Down (Downdraft) System
The Full Down or Downdraft system represents a high level of airflow control in enclosed spray booths. It is designed to provide uniform vertical airflow from ceiling to floor, ensuring high contamination control and superior surface quality.

Airflow Principle
Filtered air is distributed evenly through the full ceiling plenum. The airflow moves vertically downward across the painted object and is extracted through a grated floor connected to an exhaust pit system. This vertical airflow pattern minimizes turbulence and prevents overspray from contacting freshly coated surfaces.
Advantages
- High coating quality
- Excellent airflow uniformity
- High overspray removal efficiency
Recommended Applications Areas
Customers that can built pit construction or can have their spray booths elevated from the ground to accomodate the floor suction.
- Automotive OEM production
- Aerospace components
- High-gloss industrial finishing
- Class A surface coating processes
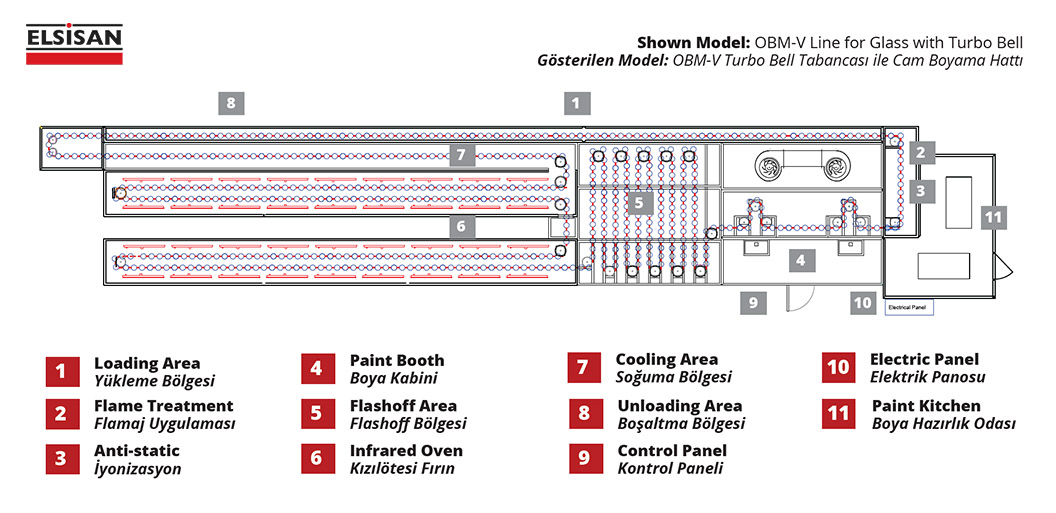
2) Part Handling Systems in Spray Booths
A. Overhead Carrying System Constructed Inside the Booth
The Overhead Carrying System transports parts through the spray booth using suspended conveyors mounted on the ceiling structure. Components are hung from carriers and move along a predefined track path.

Working Principle
Parts are attached to hooks or fixtures and conveyed via a motor-driven rail system installed above the working area. This keeps the floor area clear and allows continuous production flow.
Advantages
- No additional openings in the booth structure required, preserving the integrity of the controlled environment
- Compatible with ATEX-certified explosion-proof configurations for solvent-based coating environments
- Enables continuous production flow with minimal manual intervention
- Parts can be rotated during conveying to allow coating from multiple angles without stopping the line
B. External Overhead Bridge Crane System
An External Overhead Bridge Crane System uses a crane installed on rails above and outside the spray booth structure to lift and position workpieces into the booth. This approach eliminates the need for an internal conveyor system while still enabling the handling of very large or exceptionally heavy components.

Working Principle
Workpieces are lifted by an external bridge crane using hooks, chains, or spreader beams. The crane travels along rails positioned above the booth and lowers the part directly into the booth through large access doors or an open-top design. After coating, the crane lifts the part out and transports it to the next production stage. A single crane can serve multiple booths or work areas, improving overall production flexibility.
Advantages
- Handles very large and extremely heavy workpieces
- No internal conveyor installation required inside the booth
- One crane can serve multiple booths or production areas
- Lower booth investment compared to fully integrated conveyor systems
- Flexible for varying part sizes and geometries
C. Floor Ground Rail System
The Floor Ground Rail System moves parts using rail tracks embedded in or mounted on the floor. Carts or platforms transport heavy components through the booth.

Working Principle
Workpieces are placed on wheeled trolleys that travel along floor-mounted rails. This system is particularly suitable for large and heavy components.
Advantages
- High load carrying capacity
- Suitable for heavy-duty applications
- Stable and secure transport
- Easier maintenance access
D. Manual Wheeled Cart System
The Manual Wheeled Cart System is the simplest and most cost-effective part handling method. Workpieces are loaded onto wheeled carts or platforms and manually pushed into the spray booth by operators. This approach requires no powered drive systems or fixed infrastructure, making it easy to implement in any booth configuration.
Working Principle
Parts are loaded onto wheeled carts or dollies at a preparation area outside the booth. Operators manually push the loaded carts through the booth doors and position them for coating. Once the painting process is complete, the carts are rolled out to a drying or curing area. No electrical connections or fixed guide tracks are required.
Advantages
- Lowest investment and installation cost
- Minimal maintenance requirements
- Maximum flexibility for different part types and sizes
- No special floor infrastructure or electrical systems required
- Easy to reconfigure or expand production layouts
3) Spray Booth Door Types
The door system of an enclosed spray booth determines how parts enter and exit the coating area. The right door type depends on part size, production flow, and available floor space.
A) Manual Hinged Front Doors
Manual hinged doors are the simplest and most cost-effective entry solution for enclosed spray booths. They swing open on hinges and are operated by hand, making them suitable for low-volume production or smaller booths where automated access is not required.
- Low investment and maintenance cost
- No mechanical drive system required
- Suitable for smaller parts and lower production throughput

B) Automatic Motorized Bi-Fold Doors
Motorized bi-fold doors open by folding in two sections, significantly reducing the floor space required for door swing. They operate electrically and can be integrated with the booth control system for automatic opening and closing during production cycles.
- Compact opening footprint suitable for space-constrained facilities
- Fast cycle times for continuous production flow
- Can be interlocked with booth ventilation and control systems

C) Roller Doors
Roller doors are a highly space-efficient solution for spray booths that require large access openings. The door rolls upward into a drum mechanism mounted above the opening, keeping the entire floor area completely clear. They are especially preferred for large and heavy workpieces or vehicle-sized products.

- Maximizes clear opening width and height
- No floor space consumed by door swing
- Suitable for large workpieces and vehicle-sized parts
4) Positive and Negative Pressure Booths
A) Positive Pressure Booths
In a positive pressure booth, both supply (intake) fans and exhaust fans are active, with the supply airflow slightly exceeding the exhaust. This creates an internal air pressure that is marginally higher than the surrounding environment. As a result, air is continuously pushed outward through any gaps or openings in the booth structure, preventing unfiltered outside air, along with the dust particles it carries, from entering the painting area.
This design delivers a cleaner, more controlled coating environment, making it the preferred choice for applications with high finish quality requirements. The trade-off is a higher initial investment, as the system requires both supply and exhaust fan assemblies along with more sophisticated air balancing controls.
B) Negative Pressure Booths
A negative pressure booth uses only exhaust fans, which draw air out of the booth and create an internal pressure slightly below the surrounding environment. Fresh air enters through dedicated filtered intake openings to replace the exhausted air. Because the booth is under negative pressure, any unintended gaps or openings in the structure will draw in unfiltered ambient air, increasing the risk of dust contamination on freshly coated surfaces.
While this configuration is simpler and less costly to install, it is more sensitive to the condition and integrity of the booth enclosure. It remains a practical and widely used solution for coating operations where the highest level of cleanliness is not the primary requirement.
5) Air Handling Units (AHU) in Enclosed Spray Booths
Air Handling Units (AHUs) are responsible for depending on the customer requirements they can be equipped to control air quality, temperature and humidity inside the spray booths. Their main purpose is to ensure stable coating conditions, consistent drying performance, and optimal working environment. AHU units are located before the intake air and are categorized under the pressurized spray booth types. (Which means rather than having a simple intake fan, these handling units can refine the air in more advance requirements for customer requirements)
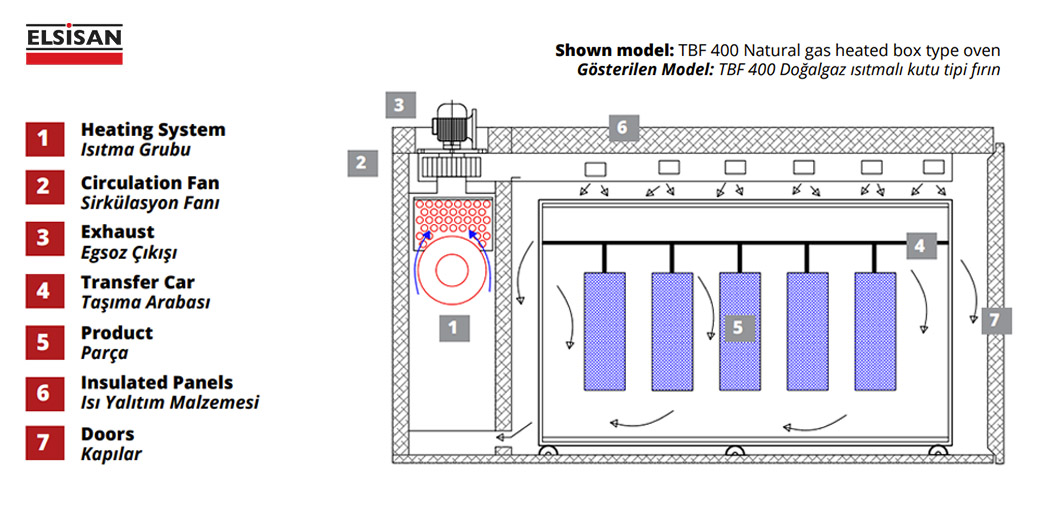
A) Heating Systems
- Heating outside air
- Maintain constant spraying temperature
- Accelerate paint drying and curing process
- Ensure stable operation during cold weather
How It Works
Fresh outside air is drawn in, warmed as it passes through the heating unit, and then supplied into the spray booth through the intake filters.
Spray booth heating systems generally operate using one of the following methods:
a1) Direct Gas Burner System
In a direct gas burner system, natural gas or LPG is combusted directly within the air stream that enters the spray booth. The flame heats the airflow as it passes through the burner chamber, and the resulting hot air is supplied directly into the booth. This is one of the most thermally efficient methods, as there is no intermediate heat transfer step.
- Natural gas or LPG is burned directly in the airflow path
- The heated air is supplied directly into the booth
- High thermal efficiency
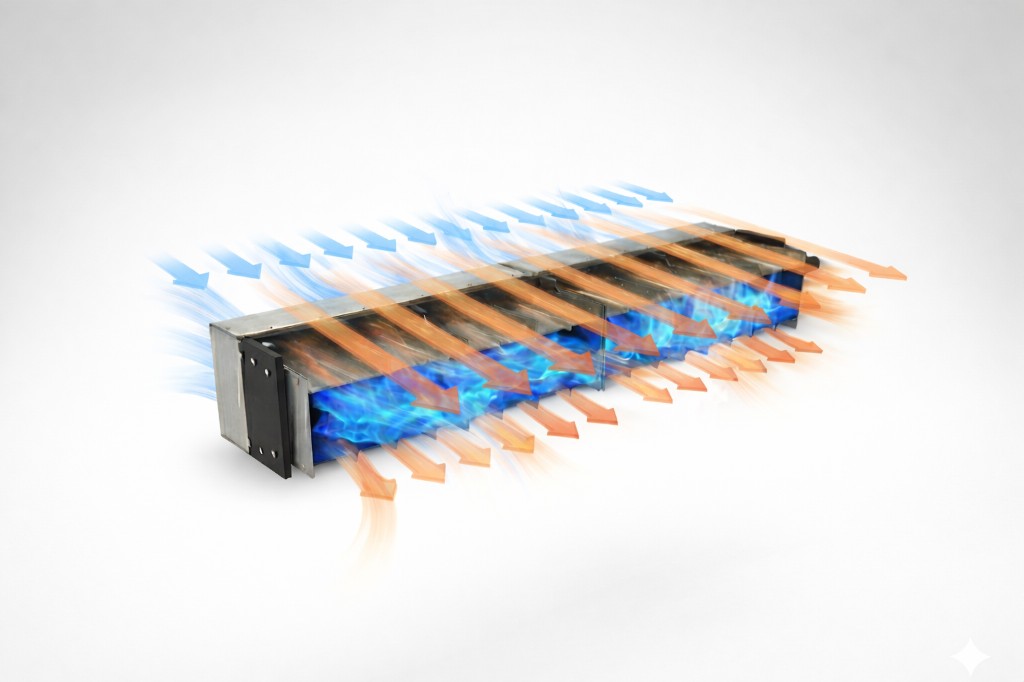
a2) Indirect Gas Heating System
An indirect gas heating system combusts gas in a separate, sealed chamber. The heat generated is transferred to the incoming air through a heat exchanger, so the combustion exhaust gases never come into contact with the process air entering the booth. This keeps the airflow clean and free from combustion by-products.
- Combustion occurs in a separate chamber
- Heat is transferred through a heat exchanger
- Exhaust gases do not mix with process air
- Provides cleaner airflow into the booth
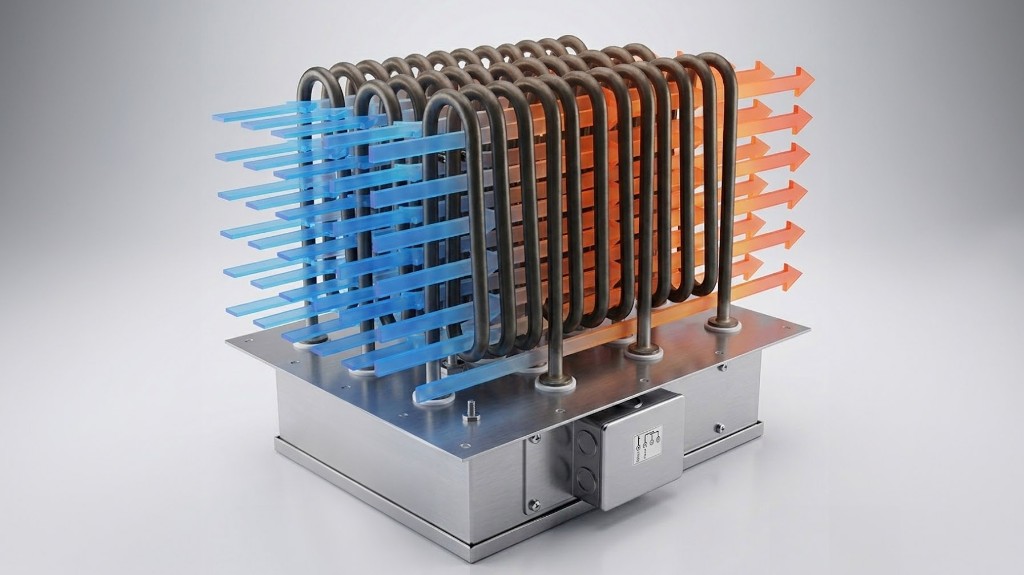
b) Electric Heating System
Electric heating systems use resistance heating elements to warm the incoming air before it enters the booth. There is no combustion involved, which simplifies installation and removes the need for gas supply infrastructure. This makes electric heating particularly practical for smaller installations or locations where gas supply is not available.
- Electric resistance heaters warm the air
- No combustion or gas supply required
- Simple installation and low maintenance
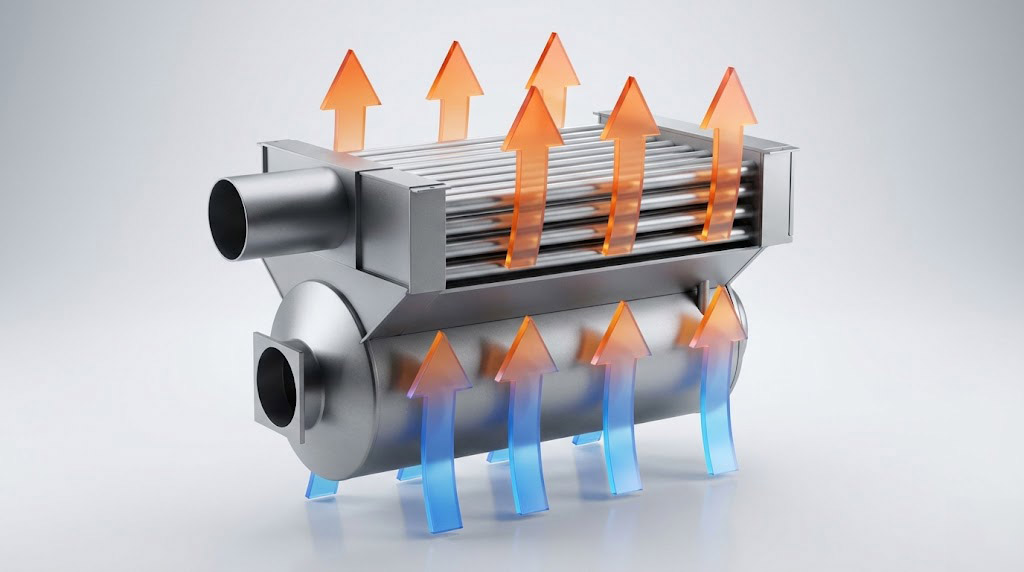
c) Hot Water and Steam Heat Exchanger Systems
Hot water and steam heat exchanger systems heat the incoming air indirectly by passing it over a coil or heat exchanger that carries hot water or steam from a central boiler or district heating network. The combustion or heat generation happens remotely, and only the heated medium is circulated to the spray booth unit.
- Clean and safe heating with no combustion inside or near the booth
- Well suited for facilities that already operate a central boiler system
- Consistent and stable heat output
B) Cooling Systems
The purpose of the cooling systems is to prevent overheating during summer conditions or in hot climates, to maintain stable temperature to stabilize paint viscosity, and to improve operator comfort. Cooling is typically achieved through chilled water coils or direct expansion (DX) refrigeration units integrated into the AHU assembly.
- Prevents overheating in high-ambient-temperature environments
- Maintains stable paint viscosity for consistent application results
- Improves operator working conditions during summer operation
C) Humidification Systems
Humidity control in a spray booth affects finish quality, paint behavior, and dust management. Both extremes are problematic: air that is too dry causes static buildup, dust attraction, and dry spray as paint skins too quickly; air that is too humid slows solvent evaporation, increases the risk of sags and runs, and can trap moisture beneath clear coats. Waterborne paints are particularly sensitive to humidity, as high relative humidity (RH) significantly delays flash-off and can cause mottling and extended cycle times.
- Reduces static electricity buildup and airborne dust attraction on freshly coated surfaces
- Prevents dry spray and poor leveling caused by excessively dry air
- Critical for waterborne paint lines where tight RH control is often required by paint supplier or OEM specifications
- Eliminates seasonal coating quality variation, particularly during winter heating cycles when indoor humidity drops significantly
6) Automation and Control Systems in Enclosed Spray Booths
Automation and control systems in enclosed spray booths are designed to ensure process stability, safety, energy efficiency, and consistent coating quality. These systems integrate mechanical components, sensors, and programmable logic controllers (PLC) to maintain precise environmental and operational conditions. Advances systems can include Scada and additional features on customer requests. Here is a quick overview of the features.
Core Automation Components
PLC (Programmable Logic Controller)
The PLC serves as the central control unit. It monitors system inputs and controls outputs such as fans, burners, dampers, and heating elements according to programmed logic.
Sensors
- Temperature sensors
- Humidity sensors
- Pressure sensors
- Airflow switches
- Gas detection sensors (Upon request)
These provide real-time data for closed-loop control.
Airflow and Pressure Control
Automation systems regulate:
- Supply fan speed (via VFD – Variable Frequency Drive)
- Exhaust fan speed
- Damper positions
This ensures:
- Balanced airflow
- Controlled positive pressure inside the booth
- Prevention of dust infiltration
Pressure Sensors and Automatic Filter Replacement Alert Feature
Differential pressure sensors are used to continuously monitor filter loading. As a dry filter accumulates overspray and particles, the pressure drop across the filter increases. When the pressure difference reaches a set threshold, the system triggers an alarm to notify the operator that the filter needs to be replaced. This prevents degraded airflow, inconsistent booth pressure, and reduced capture efficiency, all of which directly affect finish quality.
Operational Modes
Automation enables different predefined modes:
Spraying Mode
- Lower temperature
- Balanced airflow
- High filtration efficiency
Curing Mode
Curing mode is only available on booths equipped with a heating unit.
- High temperature
- Recirculated airflow
- Reduced fresh air intake for energy efficiency
Energy Efficiency Features
Modern automation systems include:
- Variable Frequency Drives (VFD)
- Air recirculation control
- Proportional burner control
- Heat recovery systems (Can be added upon request)
These reduce operational energy costs while maintaining performance.
7) Conclusion
Enclosed spray booths are engineered systems designed to ensure controlled airflow, stable environmental conditions, and consistent coating quality across industrial applications. The selection of appropriate airflow configuration — Cross Draft, Side Downdraft, or Full Downdraft — directly influences finish performance, contamination control, and operational efficiency.
When supported by integrated part handling systems, advanced Air Handling Units (AHU), and PLC-based automation, enclosed spray booths provide precise temperature, pressure, and humidity management throughout all operational modes. This integrated approach enhances product quality, improves workplace safety, and optimizes energy consumption.
In modern industrial environments, enclosed spray booths function not only as painting enclosures but as fully controlled process systems that deliver reliability, repeatability, and long-term production efficiency.